参数特征
① 兼容组件版型:适用于半片、拼片、单双玻、多栅组件版型(特殊版型另行确认)。
② 适合玻璃尺寸:长边1720-2400mm,短边1000-1400mm。
③ 兼容电池片规格:适用156-210mm。
④ 焊头冷却方式:风冷。
⑤ 温控方式:电流开环控制。
⑥ 焊接拉力:≥6N。
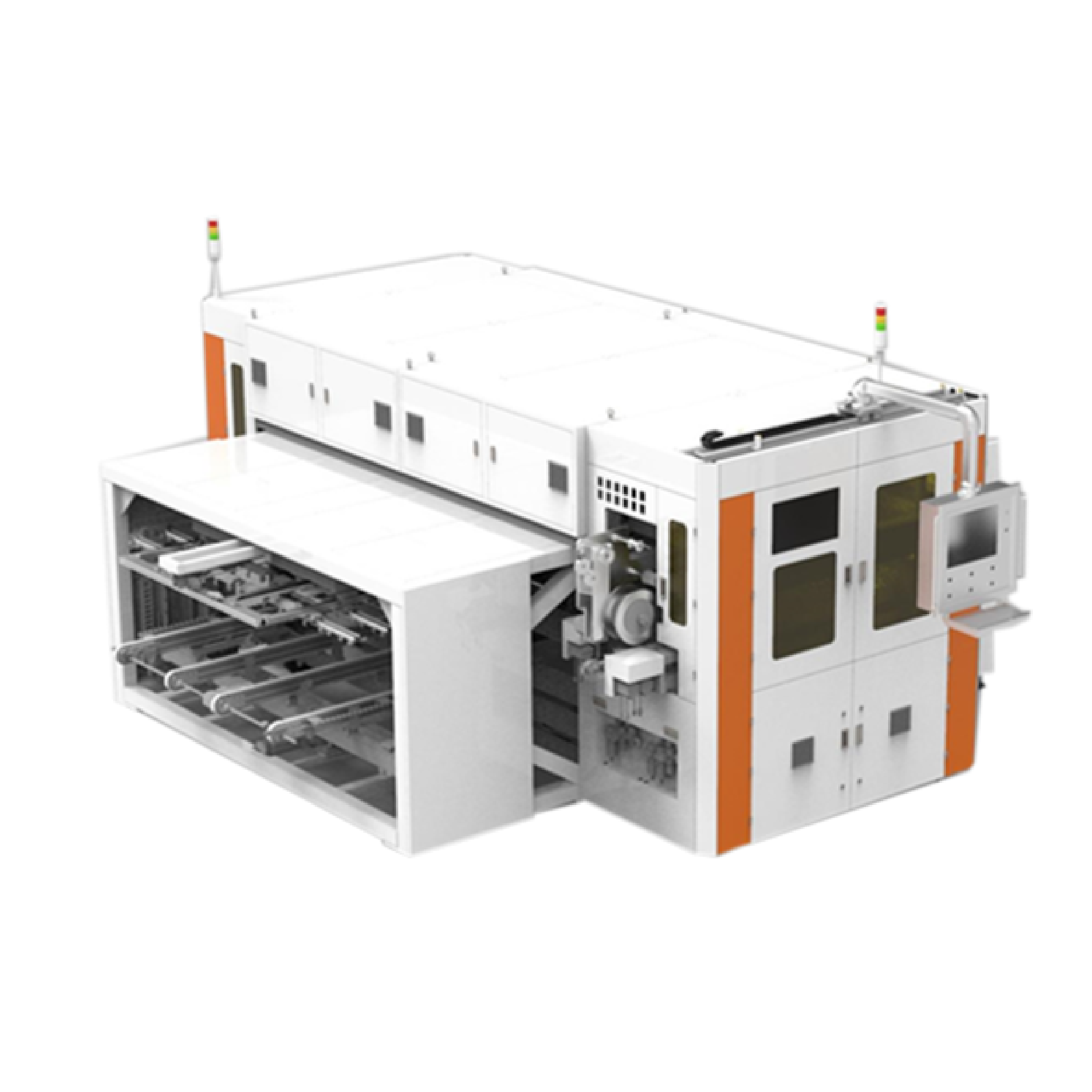
⑦ 尺寸:整机长×宽×高 = 4950×5200×2870。
⑧ 汇流带规格:卷状供料,料厚0.18-0.45mm,宽4mm、5mm、6mm、7mm、8mm。
⑨ 汇流条精度:垂直主栅方向小于2mm,平行主栅方向小于1mm。
⑩ 稼动率:≥99%
⑪ 进料要求:无串弧,电池串排版精度达到0.3mm,电池片无翘曲,EVA平整。
⑫ 产品合格率:≥99.5%
⑬ 切换组件版型时间:约1-2小时(同样大小电池片1小时内,不同大小2小时)。
⑭ 切换组件版型机构调理:先换焊头模组、焊接垫板及相关版型工装。
⑮ 额定功率:峰值48KW,平均功率约30KW。
⑯ 电源:AC380V,3P+1N+1PE,50A,50HZ。
⑰ 气压:0.6-0.8Mpa,进气管外径16mm。
⑱ 耗气量:800L/min(CDA清洁无油、水等杂志)。
⑲ 环境温湿度:15-30℃;5-75%(不结露)。
⑳ 噪声:≤72db。
21 设备重量:6500KG。
22 控制系统:工业电脑+PLC。
设计优点
① 可升降组件输送线:
(1)设备两侧对称分布,两侧都可进料或
者出料
(2)伺服控制稳定性好
② 电池串大平移机构
(1)可实现玻璃和电池串分开焊接、输送,
具有1.2.3工作位,大大提高整机的运
作效率。
③ 前后制带机构
(1)为适应高节拍运作,采用两侧同时拉
带制带,效率更高。
(2)前后采用两轴伺服机械手
④ 前后垫板机构
(1)采用全伺服控制,精度、度和稳定性
都可以良好地控制。
⑤ 高频电磁焊接组件
(1)自研自制焊接机构和系统,成熟稳定。
⑥ 电池串校串升降机构
(1)为适应高节拍生产,采用电池串校串
中转一体升降平台。
(2)摒弃三轴凸轮(偏心轮)调整设计,
采用三轴步进丝杆设计,最大限度消
除制造和装配误差,校串精度更高。
⑦ 视觉光源机构
(1) 采用15组相机视觉定位
带来利处
① 玻璃和电池串分开上料加快节拍。
② 三轴步进电机直线校串精度更高。
③ 自主设计制作高频焊头。
④ 更优更成熟的控制系统和人机界面。
交付周期
① 预付款到账后60天